Wofür steht PA6?
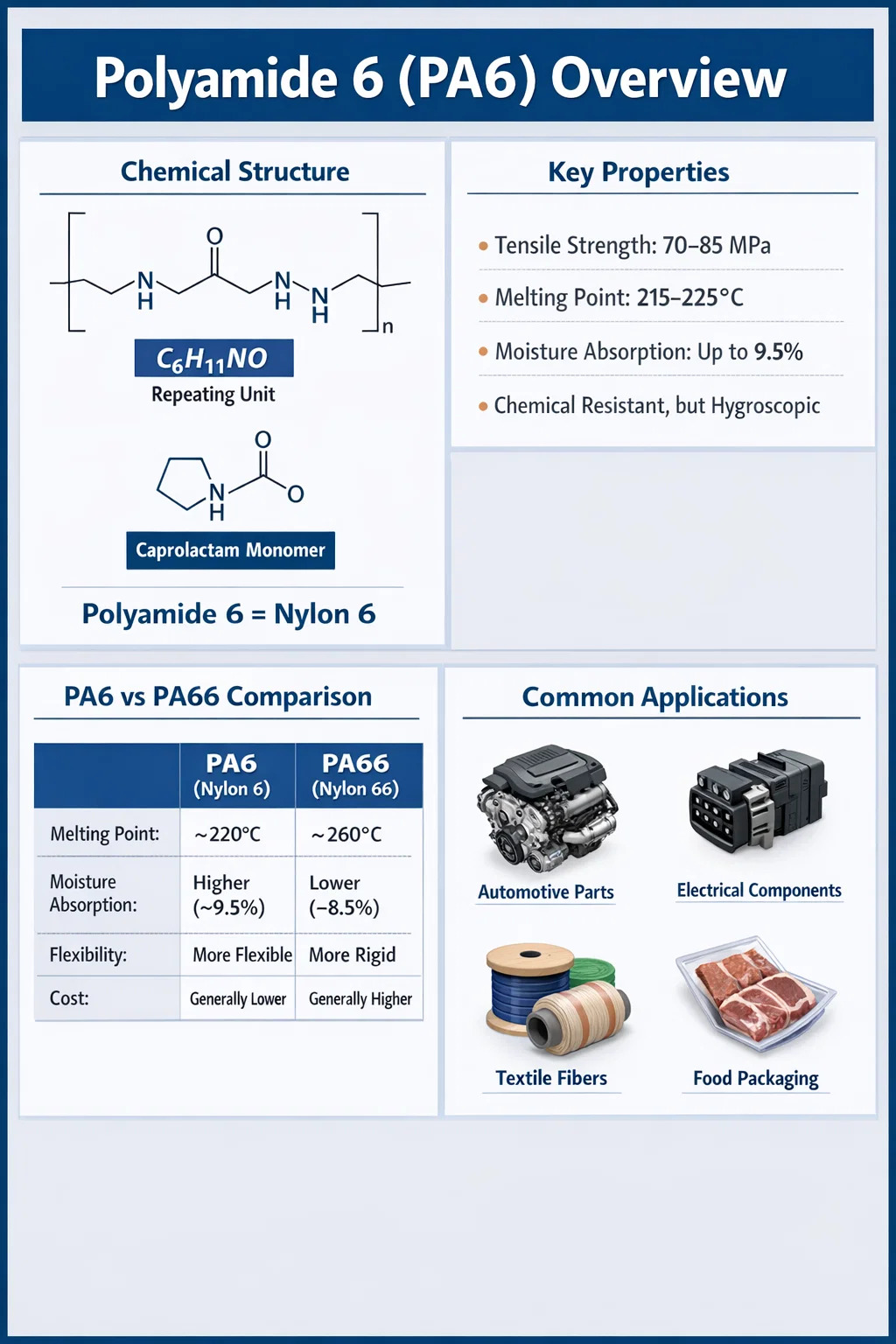
PA6 steht für Polyamid 6 , ein teilkristallines thermoplastisches Polymer, das durch ringöffnende Polymerisation von Caprolactam hergestellt wird. Es gehört zur größeren Nylonfamilie und ist einer der am häufigsten verwendeten technischen Kunststoffe weltweit. Die „6“ bezieht sich auf die sechs Kohlenstoffatome in der sich wiederholenden Monomereinheit, die von Caprolactam (C₆H₁₁NO) abgeleitet ist. PA6 wird im Allgemeinen auch als Nylon 6 bezeichnet und beide Begriffe beschreiben dasselbe Grundmaterial.
In industriellen und technischen Zusammenhängen werden PA6 und Polyamid 6 synonym verwendet. Sie finden es in technischen Datenblättern als PA6, in kommerziellen Produktlisten als Nylon 6 und in der wissenschaftlichen Literatur manchmal als Polycaprolactam. Unabhängig von der Bezeichnung beziehen sich alle diese Namen auf dieselbe Polymerrückgratstruktur, die durch sich wiederholende Amidbindungen (-CO-NH-) entlang der Polymerkette definiert wird.
Weltweit ist Polyamid 6 einer der am häufigsten verwendeten technischen Thermoplaste. Jährliches Produktionsvolumen übersteigt 4 Millionen Tonnen , und das Material ist ein integraler Bestandteil von Industrien, die von der Automobil- und Elektronikindustrie bis hin zu Textilien und Lebensmittelverpackungen reichen. Zu verstehen, wofür PA6 steht, ist nur der Ausgangspunkt – seine Chemie, seine Leistungsmerkmale und sein Verarbeitungsverhalten bestimmen, warum es kommerziell so dominant geworden ist.
Die Chemie hinter Polyamid 6
Polyamid 6 wird durch die hydrolytische ringöffnende Polymerisation von ε-Caprolactam, einem cyclischen Amid, synthetisiert. Dieses Verfahren unterscheidet sich grundlegend von Polyamid 66 (PA66), das durch Kondensationspolymerisation zweier separater Monomere – Hexamethylendiamin und Adipinsäure – hergestellt wird. Der Einzelmonomer-Ursprung von PA6 verleiht ihm im Vergleich zu PA66 eine gleichmäßigere und etwas flexiblere Kettenstruktur.
Die sich entlang des PA6-Rückgrats wiederholende Amidgruppe (-CONH-) ist für viele seiner Schlüsseleigenschaften verantwortlich, darunter:
- Starke intermolekulare Wasserstoffbrückenbindung, die zur mechanischen Steifigkeit und zum hohen Schmelzpunkt beiträgt
- Affinität zu Wassermolekülen, was zu einer Feuchtigkeitsaufnahme (Hygroskopizität) führt, die sich auf die Dimensionsstabilität auswirkt
- Chemische Beständigkeit gegenüber Ölen, Fetten, Kraftstoffen und den meisten organischen Lösungsmitteln
- Anfälligkeit gegenüber starken Säuren und Basen, die die Amidbindung hydrolysieren können
Der Kristallinitätsgrad von Polyamid 6 liegt typischerweise im Bereich von 35 % bis 45 % , abhängig von den Verarbeitungsbedingungen. Eine höhere Kristallinität korreliert mit größerer Steifigkeit, Festigkeit und chemischer Beständigkeit, während eine niedrigere Kristallinität die Schlagzähigkeit und Flexibilität erhöht. Dieses Gleichgewicht kann durch Keimbildner, Abkühlraten und Glühprotokolle während der Herstellung eingestellt werden.
Das Molekulargewicht handelsüblicher PA6-Typen variiert erheblich. Standard-Spritzgusstypen haben typischerweise zahlenmittlere Molekulargewichte (Mn) im Bereich von 15.000 bis 40.000 g/mol , während Varianten in Faser- und Folienqualität höhere Molekulargewichte erreichen können, um spezifische Zug- und Dehnungsanforderungen zu erfüllen.
Wichtige physikalische und mechanische Eigenschaften von PA6
Das Leistungsprofil von Polyamid 6 macht es zu einem der vielseitigsten technischen Thermoplaste auf dem Markt. Die folgende Tabelle fasst typische Eigenschaften von ungefülltem PA6 in Standardqualität im trockenen Zustand (DAM) zusammen:
| Eigentum | Typischer Wert (DAM) | Teststandard |
|---|---|---|
| Zugfestigkeit | 70–85 MPa | ISO 527 |
| Biegemodul | 2.600–3.200 MPa | ISO 178 |
| Bruchdehnung | 30–50 % | ISO 527 |
| Schlagzähigkeit (Charpy, gekerbt) | 5–8 kJ/m² | ISO 179 |
| Schmelzpunkt | 215–225°C | ISO 11357 |
| Dichte | 1,12–1,15 g/cm³ | ISO 1183 |
| Wasseraufnahme (23°C, 24h) | 1,6–1,9 % | ISO 62 |
| Dauergebrauchstemperatur | 80–100°C | UL 746B |
Eine Eigenschaft, die besondere Aufmerksamkeit erfordert, ist die Feuchtigkeitsaufnahme. PA6 absorbiert Feuchtigkeit aus der Umgebung und bei Sättigung (Gleichgewichtsfeuchtigkeitsgehalt oder EMC) verändern sich die Eigenschaften erheblich. Die Zugfestigkeit kann nachlassen 20–30 % , während Schlagfestigkeit und Bruchdehnung verbessert werden. Das bedeutet, dass sich PA6-Teile, die im konditionierten Zustand (nass) getestet wurden, ganz anders verhalten als die gleichen Teile, die direkt nach dem Formen getestet wurden (trocken). Ingenieure müssen dies berücksichtigen, wenn sie für strukturelle Anwendungen entwerfen.
Thermisches Verhalten
Polyamid 6 hat einen Schmelzpunkt von etwa 220 °C und liegt damit bequem im Mitteltemperaturbereich technischer Kunststoffe. Die Wärmeformbeständigkeit (HDT) unter einer Belastung von 1,8 MPa liegt bei ungefüllten Sorten bei etwa 55–65 °C, bei Glasfaserverstärkung steigt diese jedoch dramatisch an – ein 30 % glasgefülltes PA6 kann eine HDT von erreichen 200°C oder höher . Dadurch eignet sich verstärktes PA6 für Anwendungen unter der Motorhaube von Kraftfahrzeugen, bei denen Hitzeeinwirkung an der Tagesordnung ist.
PA6 vs. PA66: Wie sie sich unterscheiden und wann man sie wählen sollte
Polyamid 6 und Polyamid 66 sind die beiden kommerziell wichtigsten Nylontypen und werden häufig verglichen. Obwohl sie einer ähnlichen chemischen Familie angehören, sind ihre Unterschiede in realen Anwendungen von Bedeutung.
| Parameter | PA6 (Polyamid 6) | PA66 (Polyamid 66) |
|---|---|---|
| Schmelzpunkt | ~220°C | ~260°C |
| Syntheseweg | Ringöffnende Polymerisation | Kondensationspolymerisation |
| Feuchtigkeitsaufnahme | Höher (~9,5 % bei Sättigung) | Niedriger (~8,5 % bei Sättigung) |
| Verarbeitungstemperatur | 240–280°C | 270–310°C |
| Qualität der Oberflächenbeschaffenheit | Glatteres, besseres Aussehen | Etwas rauer |
| Kosten | Im Allgemeinen niedriger | Generell höher |
| Thermische Stabilität | Mäßig | Höher |
| Flexibilität/Zähigkeit | Etwas besser | Etwas steifer |
Für die meisten allgemeinen Anwendungen – Konsumgüter, nicht-strukturelle Gehäuse, Textilfasern – ist PA6 aufgrund seiner geringeren Kosten, seines besseren Fließverhaltens beim Spritzgießen und seiner hervorragenden Oberflächenästhetik die bevorzugte Wahl. Für anspruchsvolle Automobil- oder Industrieanwendungen, die dauerhaft Temperaturen über 150 °C ausgesetzt sind, hat PA66 die Nase vorn. Mit Stabilisatorpaketen und Glasverstärkung kann PA6 jedoch so konstruiert werden, dass ein Großteil dieser Leistungslücke geschlossen wird.
Gängige Qualitäten und Formulierungen von Polyamid 6
Rohes, ungefülltes PA6 ist nur die Basis. Die kommerzielle Landschaft umfasst Dutzende modifizierter Sorten, die für bestimmte Leistungsziele entwickelt wurden. Die Hauptkategorien sind:
Glasfaserverstärktes PA6
Durch die Zugabe von Glasfasern in Mengen von 15, 30 oder 50 Gewichtsprozent wird PA6 zu einem Strukturwerkstoff. Eine 30 % glasfaserverstärkte PA6-Sorte bietet typischerweise eine Zugfestigkeit von 160–180 MPa und ein Biegemodul von 8.000–10.000 MPa – etwa das Drei- bis Vierfache der Steifigkeit des ungefüllten Basisharzes. Diese verstärkte Variante ist eine Standardwahl für Strukturhalterungen, Motorabdeckungen, Elektrogehäuse und tragende Clips in Automobilbaugruppen.
Flammhemmendes PA6
Für elektrische und elektronische Anwendungen enthalten flammhemmende (FR) Polyamid 6-Typen halogenfreie oder halogenierte Additive, um die UL 94 V-0-Einstufung bei bestimmten Wandstärken zu erreichen, die oft nur 0,4 mm betragen. Diese Qualitäten sind von entscheidender Bedeutung für Gehäuse von Leistungsschaltern, Relaissockel, Steckergehäuse und andere Komponenten, bei denen das Zündrisiko gemäß IEC 60695 und UL-Standards minimiert werden muss.
Schlagzäh modifiziertes PA6
Die Zähigkeit von Gummi durch Elastomermodifikatoren wie EPDM oder mit Maleinsäureanhydrid gepfropfte Polyolefine verbessert die Schlagzähigkeit bei niedrigen Temperaturen erheblich. Besonders robuste PA6-Typen können Charpy-Kerbschlagwerte von erreichen 50–80 kJ/m² im Vergleich zu den 5–8 kJ/m² der Standardqualitäten. Diese Formulierungen werden in Sportartikeln, Werkzeuggehäusen und Automobil-Stoßstangenkomponenten verwendet.
Hitzestabilisiertes PA6
Standard-PA6 unterliegt in Langzeitexpositionsszenarien oberhalb von 100 °C einem thermisch-oxidativen Abbau. Hitzestabilisierte Sorten enthalten Stabilisatorsysteme auf Kupferbasis oder gehinderten Aminen, um die kontinuierliche Lebensdauer bei Temperaturen von 120–130 °C zu verlängern. Dies gilt für Luftansaugkrümmer, Kühlsystemkomponenten und andere Teile in der Nähe wärmeerzeugender Automobil-Subsysteme.
Mineralgefüllte und Kohlenstofffasertypen
Mineralische Füllstoffe wie Talkum oder Wollastonit werden hinzugefügt, um die Dimensionsstabilität, Steifigkeit und Oberflächenhärte bei geringeren Kosten im Vergleich zu Glasfasern zu verbessern. Kohlenstofffaserverstärktes PA6 bietet eine außergewöhnliche spezifische Steifigkeit und wird zunehmend für leichte Strukturanwendungen in der Luft- und Raumfahrt sowie für Hochleistungssportgeräte eingesetzt, obwohl die Materialkosten wesentlich höher sind.
Wie PA6 verarbeitet wird: Herstellungsmethoden
Polyamid 6 ist mit einer Vielzahl von Polymerverarbeitungsmethoden kompatibel, was erheblich zu seiner kommerziellen Vielseitigkeit beiträgt. Die Wahl der Verarbeitungsmethode hängt von der beabsichtigten Produktgeometrie und den Anforderungen des Endverbrauchs ab.
Spritzguss
Spritzguss ist das dominierende Verarbeitungsverfahren für PA6 in technischen Anwendungen. Typische Schmelztemperaturen reichen von 240°C bis 280°C , mit Formtemperaturen von 60–100 °C zur Kontrolle der Kristallinität und Oberflächenbeschaffenheit. Eine Vortrocknung ist unerlässlich: PA6-Pellets müssen vor der Verarbeitung auf einen Feuchtigkeitsgehalt von unter 0,2 % getrocknet werden, um einen hydrolytischen Abbau während der Formung zu verhindern, der zu Molekulargewichtsverlust, Oberflächendefekten (Spreizungen, Streifenbildung) und verminderten mechanischen Eigenschaften führt. Das Trocknen bei 80 °C für 4–6 Stunden in einem Luftentfeuchtungstrockner ist gängige Praxis.
Extrusion
PA6 wird häufig zu Profilen, Rohren, Stäben, Filmen und Platten extrudiert. PA6 in Folienqualität wird aufgrund seiner hervorragenden Sauerstoff- und Aromabarriereeigenschaften häufig in Lebensmittelverpackungen als Barriereschicht verwendet. Coextrudierte Mehrschichtfolien, die PA6 mit Polyethylen- oder Polypropylenschichten kombinieren, liefern Verpackungslösungen, die Flexibilität, Barriereleistung und Heißsiegelbarkeit in Einklang bringen. PA6-Folie erreicht Sauerstoffdurchlässigkeitsraten von unter 30 cc·mil/100 in²·Tag unter trockenen Bedingungen.
Schmelzspinnen zur Faserproduktion
Die Textilindustrie setzt auf schmelzgesponnene PA6-Fasern (Nylon 6-Fasern) für Strumpfwaren, Sportbekleidung, Badebekleidung, Teppiche und Industriestoffe. Beim Schmelzspinnverfahren wird geschmolzenes PA6 durch Spinndüsen extrudiert und anschließend gezogen und texturiert, um die gewünschten Zähigkeits- und Dehnungswerte zu erreichen. Kommerzielle PA6-Filamentgarne weisen typischerweise Festigkeiten im Bereich von auf 4–7 g/Denier Dadurch sind sie langlebig, abriebfest und belastbar bei wiederholter mechanischer Beanspruchung.
Blasformen und Rotationsformen
Spezielle Blasformtypen von PA6 werden zur Herstellung von Kraftstoffleitungen, Flüssigkeitsbehältern und hohlen Automobilkomponenten verwendet, bei denen eine Kombination aus chemischer Beständigkeit und mechanischer Integrität erforderlich ist. Rotationsformen mit PA6-Pulver wird in Industriebehältern und Spezialgehäusen eingesetzt, ist jedoch weniger verbreitet als bei Polyethylenqualitäten.
Hauptanwendungen von PA6 in allen Branchen
Der Anwendungsbereich von Polyamid 6 ist außerordentlich breit. Nachfolgend sind die Hauptindustrien und spezifischen Endanwendungen aufgeführt, bei denen PA6 ein Standard- oder bevorzugtes Material ist.
Automobilindustrie
Der Automobilsektor ist mit einem Anteil von etwa 1,5 % der größte Einzelverbraucher von PA6 in technischer Qualität 35–40 % des Gesamtverbrauchs an technischem PA6-Kunststoff. Zu den wichtigsten Automobilkomponenten aus glasfaserverstärktem oder hitzestabilisiertem PA6 gehören:
- Luftansaugkrümmer und Resonatoren
- Motorabdeckungen und Ölwannen (auf ausgewählten Plattformen)
- Kühlsystemgehäuse und Thermostatgehäuse
- Pedalhalterungen und Kabelführungen
- Kraftstoffleitungsanschlüsse und Flüssigkeitsleitungen
- Strukturklammern, Befestigungsbuchsen und Türgriffmechanismen
Der Übergang der Automobilindustrie hin zum Leichtbau von Fahrzeugen (zur Verbesserung der Kraftstoffeffizienz und Reduzierung der CO₂-Emissionen) treibt weiterhin den Ersatz von Metallkomponenten durch glasfaserverstärktes PA6 voran – ein Trend, der gemeinhin als „Metallersatz“ bezeichnet wird. Ein typisches modernes Fahrzeug enthält dazwischen 15 und 25 kg Polyamid-Materialien, wobei PA6 und PA66 den größten Anteil ausmachen.
Elektrische und elektronische (E&E) Anwendungen
FR-Qualität und Allzweck-PA6 werden aufgrund ihrer Kombination aus mechanischer Festigkeit, Dimensionsstabilität und elektrischen Isolationseigenschaften häufig in elektrischen Komponenten verwendet. Der Oberflächenwiderstand von PA6 übertrifft 10¹³ Ω , und seine Spannungsfestigkeit beträgt typischerweise 14–16 kV/mm, wodurch es sich gut für Steckverbindergehäuse, Relaisgehäuse, Leistungsschaltersockel, Klemmenblöcke und Motorspulenkerne eignet.
Textil- und Faseranwendungen
Gemessen am Volumen stellen Fasern mit einem Verbrauch von ca. 1,5 % tatsächlich die weltweit größte Anwendung von Polyamid 6 dar 60–65 % der gesamten PA6-Produktion. Nylon-6-Fasern kommen in Strumpfwaren, Unterwäsche, Sportbekleidung, Möbelstoffen und Teppichen vor. Die hervorragende Abriebfestigkeit und elastische Erholung der PA6-Faser machen sie besonders bei Teppichoberseitenfasern beliebt, wo sie mit PA66 und Polyester konkurriert.
Lebensmittelverpackung
PA6-Folie ist ein Schlüsselmaterial für flexible Lebensmittelverpackungen, insbesondere für vakuumverpacktes Fleisch, Käse und verarbeitete Lebensmittel. Seine im Vergleich zu Polyolefinen überlegenen Barriereeigenschaften verhindern das Eindringen von Sauerstoff, der zu oxidativem Verderb führt, und verlängern so die Haltbarkeit erheblich. Verpackungsfolien auf PA6-Basis weisen außerdem eine hervorragende Durchstoßfestigkeit auf und halten einer Pasteurisierung und Retortenverarbeitung bei Temperaturen bis zu 121 °C stand.
Industrie- und Konsumgüter
PA6 wird häufig in Gehäusen von Elektrowerkzeugen, Sportgeräten (Skibindungen, Kletterzubehör, Fahrradkomponenten), industriellen Förderkomponenten, Zahnrädern und Buchsen, Kabelbindern und Kabelmanagementsystemen sowie pneumatischen Armaturen verwendet. Seine Kombination aus Zähigkeit, Verschleißfestigkeit und Bearbeitbarkeit macht es zu einer praktischen Wahl sowohl für spritzgegossene Massenproduktionsteile als auch für bearbeitete Halbzeuge.
Verständnis der Feuchtigkeitsempfindlichkeit von Polyamid 6
Das Feuchtigkeitsmanagement ist einer der praktisch wichtigsten Aspekte bei der Arbeit mit PA6 und wirkt sich sowohl auf die Verarbeitung als auch auf die Endanwendungsleistung aus. PA6 ist hygroskopisch – es nimmt Wasser aus der Umgebung auf, bis es ein Gleichgewicht mit der umgebenden relativen Luftfeuchtigkeit erreicht.
Bei 50 % relativer Luftfeuchtigkeit und 23 °C (typischer konditionierter Zustand gemäß ISO 1110) absorbiert PA6 ca 2,5–3,0 Gew.-% Feuchtigkeit . Bei voller Sättigung (in Wasser getaucht) steigt dieser Wert auf etwa 9–10 %. Diese Feuchtigkeitswerte haben direkten Einfluss auf:
- Dimensionsstabilität: PA6 weist mit steigendem Feuchtigkeitsgehalt eine Dimensionsänderung (Schwellung) auf, mit einer linearen Ausdehnung von etwa 0,7–1,0 % pro Prozent der aufgenommenen Feuchtigkeit. Bei passgenauen Bauteilen muss dies bei der Toleranzberechnung berücksichtigt werden.
- Zugfestigkeit und Zugmodul: Beide nehmen mit der Feuchtigkeitsaufnahme ab, da Wasser als Weichmacher wirkt, indem es die intermolekulare Wasserstoffbindung stört.
- Schlagfestigkeit: Verbessert sich mit steigendem Feuchtigkeitsgehalt aufgrund erhöhter Duktilität. Konditioniertes PA6 ist im Tieftemperatur-Schlagtest deutlich härter als DAM PA6.
- Verarbeitungsqualität: Nasse Pellets, die ohne ausreichende Trocknung verarbeitet werden, erzeugen Teile mit Oberflächenfehlern, Hohlräumen, reduziertem Molekulargewicht und beeinträchtigten mechanischen Eigenschaften.
Ingenieure, die PA6 für strukturelle Anwendungen spezifizieren, sollten sich immer auf konditionierte mechanische Daten (bei erwartetem Feuchtigkeitsgehalt im Betrieb) und nicht auf Werte im trockenen Zustand beziehen, um eine Überschätzung der Leistung im Betrieb zu vermeiden.
Nachhaltigkeit und Recycling von PA6
Nachhaltigkeit ist ein immer wichtigerer Aspekt bei der Materialauswahl, und Polyamid 6 weist ein günstigeres End-of-Life-Profil auf als viele andere technische Kunststoffe. PA6 kann mechanisch recycelt werden – wieder eingeschmolzen und zu neuen Teilen weiterverarbeitet werden – mit einer gewissen Verschlechterung des Molekulargewichts und der Eigenschaften, insbesondere nach mehreren Verarbeitungszyklen. Industrieabfälle und Post-Consumer-PA6 aus Teppichfasern, Fischernetzen und Textilabfällen werden in mehreren Programmen weltweit gesammelt und in großem Maßstab recycelt.
Das chemische Recycling ist für PA6 im Vergleich zu PA66 besonders vorteilhaft. Da PA6 aus einem einzigen Monomer (Caprolactam) hergestellt wird, kann es durch Hydrolyse oder Glykolyse wieder zu reinem Caprolactam depolymerisiert werden, und das gewonnene Monomer kann dann zu PA6 in Neuqualität repolymerisiert werden. Dieser geschlossene Recyclingweg ist bereits kommerziell in Betrieb – Unternehmen wie Aquafil produzieren Econyl, eine regenerierte PA6-Faser, die aus Post-Consumer-Abfällen wie ausrangierten Fischernetzen und Teppichfasern hergestellt wird und einen deutlich geringeren CO2-Fußabdruck als die Neuproduktion aufweist.
Ökobilanzen zeigen, dass die Herstellung von 1 kg reinem PA6 ca. erfordert 120–130 MJ an Energie und verursacht etwa 6–8 kg CO₂-äquivalente Emissionen. Recyceltes PA6 reduziert diese Werte je nach Recyclingweg um 50–80 %, was es aus chemischer Sicht zu einem der am besten recycelbaren technischen Polymere macht.
Biobasiertes Caprolactam, das aus pflanzlichen Rohstoffen gewonnen wird, wird ebenfalls aktiv entwickelt, um die Abhängigkeit der PA6-Produktion von fossilen Brennstoffen zu verringern, obwohl der kommerzielle Maßstab derzeit noch begrenzt ist.
Einschränkungen und Designüberlegungen für PA6
Obwohl Polyamid 6 eine überzeugende Kombination von Eigenschaften bietet, ist es nicht universell für jede Anwendung geeignet. Designer und Ingenieure sollten sich der folgenden Einschränkungen bewusst sein:
- Feuchtigkeitsbedingte Dimensionsänderung: Wie bereits erwähnt, schränkt die hygroskopische Quellung den Einsatz in Baugruppen mit engen Toleranzen ein, die schwankender Luftfeuchtigkeit oder direktem Eintauchen in Wasser ohne angemessenen Konstruktionsausgleich ausgesetzt sind.
- UV-Abbau: Unmodifiziertes PA6 zersetzt sich bei längerer UV-Einwirkung und führt zu Auskreidung, Versprödung und Farbveränderungen der Oberfläche. Für Außenanwendungen sind UV-stabilisierte Typen oder Schutzbeschichtungen erforderlich.
- Säure- und starke Basenempfindlichkeit: PA6 wird durch konzentrierte Mineralsäuren (HCl, H₂SO₄) und starke Alkalien angegriffen, die die Amidbindung hydrolysieren und eine Kettenspaltung verursachen. Anwendungen mit solchen Chemikalien erfordern alternative Materialien.
- Kriechen unter Dauerlast: Wie alle teilkristallinen Thermoplaste zeigt PA6 Kriechen (langsame Verformung unter konstanter Belastung), das bei langfristigen Strukturanwendungen, insbesondere bei erhöhten Temperaturen oder in konditionierten Zuständen, berücksichtigt werden muss.
- Schrumpfung und Verzug: PA6 hat eine relativ hohe Formschrumpfung (0,6–1,8 % für ungefüllte Sorten und 0,3–0,7 % anisotrop für glasgefüllte Sorten), was eine sorgfältige Formgestaltung und Verarbeitungsparameterkontrolle erfordert, um Verzug in flachen oder asymmetrischen Teilen zu minimieren.
Für Anwendungen, bei denen diese Einschränkungen ausschlaggebend sind, gibt es Alternativen wie PA12 (geringere Feuchtigkeitsaufnahme), POM (bessere Dimensionsstabilität), PPS (überlegene chemische und thermische Beständigkeit) oder PEEK (extreme Leistung, aber zu deutlich höheren Kosten).